重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
题目
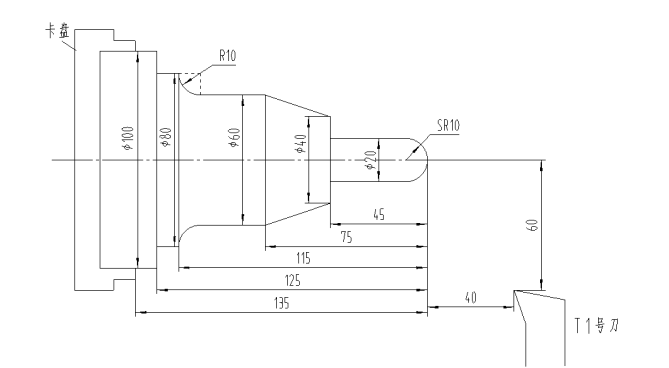
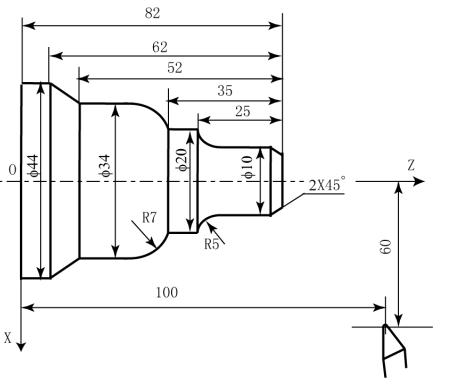
 更多“编写下图所示零件精加工程序。进给速度50mm/min,主轴转速700r/min。毛坯外径Φ100mm,卡盘爪外伸长度135mm。”相关的问题
更多“编写下图所示零件精加工程序。进给速度50mm/min,主轴转速700r/min。毛坯外径Φ100mm,卡盘爪外伸长度135mm。”相关的问题
第1题
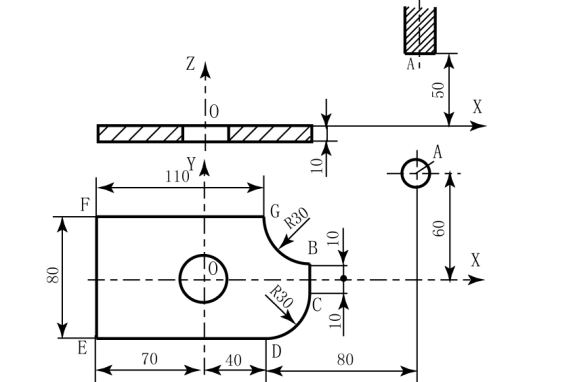
加工如下图所示板形零件的外轮廓,起刀点为A,走刀路线为B-C-D-E-F-G,最后返回A点。板的厚度为10mm,刀具直径为20mm,进给速度为100mm/min,主轴转速为300r/min。编制该零件的加工程序。
第4题
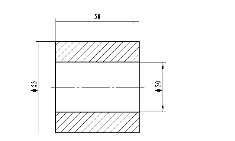
编出下图所示工件的加工程序。要求:毛坯为Φ70*120mm的棒料,零件加工完毕要求切断,试编写零件的加工程序。可选用车刀:T01(外圆粗、精加工车刀)、T03(4mm刀头宽的切断刀)、T04(60°外螺纹车刀)。
第6题
(1)车外圆和内孔时的切削深度ap;
(2)若选定切削速度vc=1.5m/s,求车外圆时的工件转速n;
(3)若采用车床主轴转速n=480r/min,求车外圆和车内孔时的切削速度vc;
(4)若选用的进给量f=0.15mm/r,主轴转速n=480r/min,求进给速度vf。
第8题
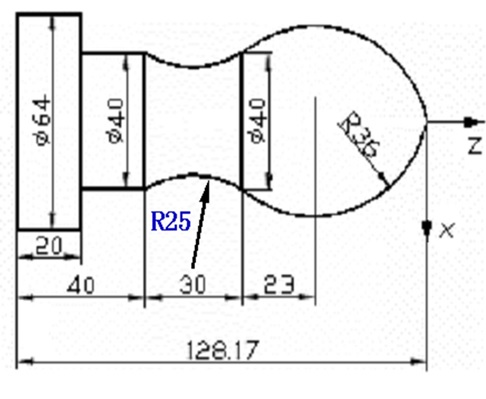
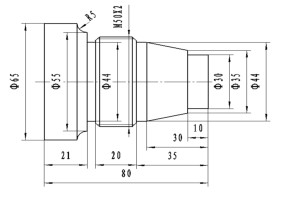
在数控车床上精加工图示零件的外轮廓(不含端面),Φ44的外圆不加工,请编制加工程序。
要求:(1)在给定工件坐标系内采用绝对坐标编程和直径编程
(2)图示刀具位置为程序的起点和终点。切入点在倒角2×45°的延长线上,其Z坐标值为84
(3)进给速度50mm/min,主轴转速700r/min
第10题
用外圆车刀纵车工件外圆,已知工件毛坯外径为50mm,车削后外径为44mm,车床主轴转速n=600r/min,进给量f=1.5mm/r,车刀主偏角Kr= 60°,求切削厚度hD、切削宽度bD和切削面积AD。
 相关内容
相关内容

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!