重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
题目
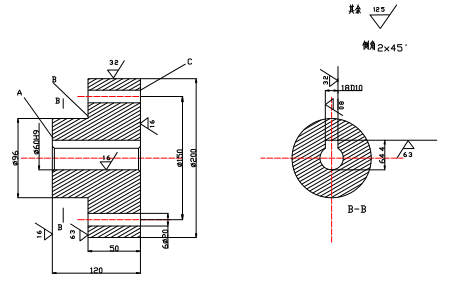
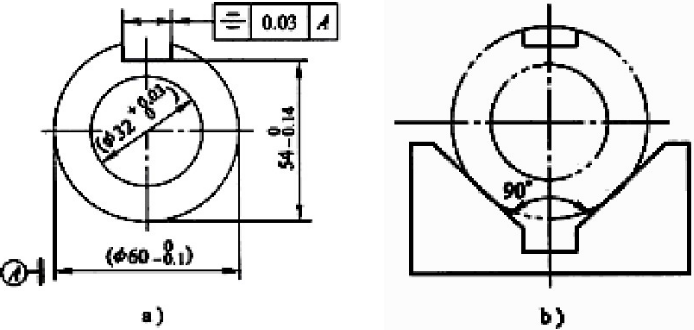
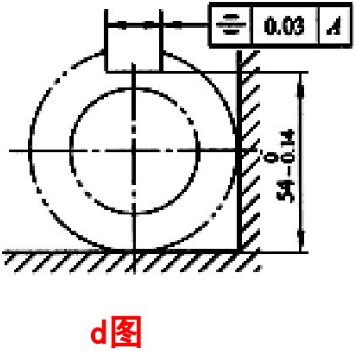
在下图所示的套筒零件上铣键槽,要求保证尺寸54-0.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。
 更多“在下图所示的套筒零件上铣键槽,要求保证尺寸540.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定”相关的问题
更多“在下图所示的套筒零件上铣键槽,要求保证尺寸540.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定”相关的问题
第1题
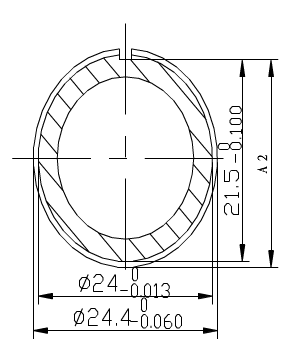
如下图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 ,试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
,试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
第2题
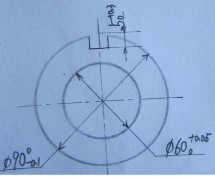
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
第4题
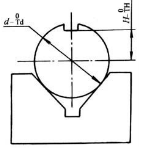
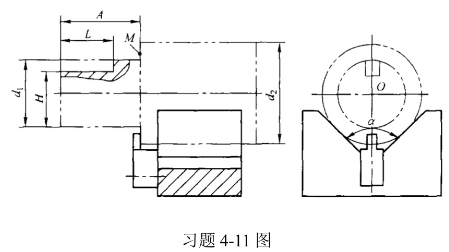
习题11图所示工件以大外圆表面及端面M作定位表面,在小外圆上铣键槽,要保证尺寸H、L。已知: ,大、小外圆的同轴度误差t=0.05mm,
,大、小外圆的同轴度误差t=0.05mm, 90度,试分析计算该工序的定位误差。
90度,试分析计算该工序的定位误差。
第5题
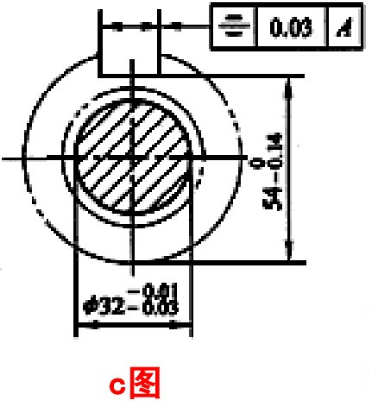
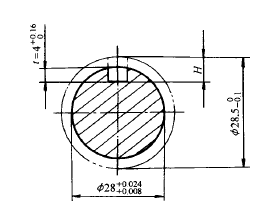
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
第6题
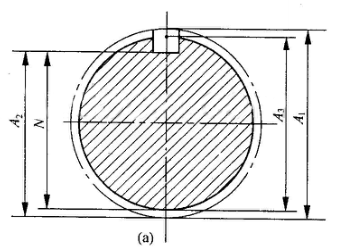
要求在轴上铣一个键槽,如图所示。加工顺序为车削外圆A1=φ70.05-00.11mm;铣键槽尺寸为A2;磨外圆A3=φ70-00.06mm,要求磨外圆后保证键槽尺寸为N=62-00.03mm,求键槽尺寸A2。
第7题
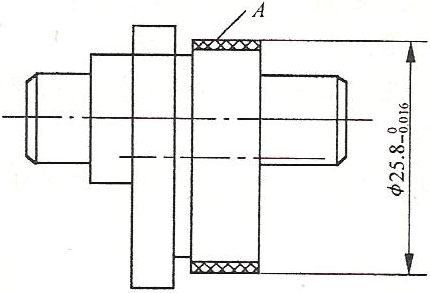
精车A面,保证尺寸φ26.2-0.10mm;②渗碳处理,控制渗碳层深度为H1;③精磨A面,保证尺寸φ25.8-0.0160mm;同时保证渗碳层深度达到规定的要求。试确定H1的尺寸及公差。
第10题
(1)已知某外形轮廓的零件图如下图所示,厚度5mm,程序原点位于上表面,要求精铣
其外形轮廓。
(2)刀具选择直径10mm的立铣刀。
(3)安全面高度50mm。
(4)进刀/退刀方式离开工件20mm,直线/圆弧引入切向进刀,直线退刀。
(5)工艺路线走刀路线如图。
 相关内容
相关内容

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!