重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
题目
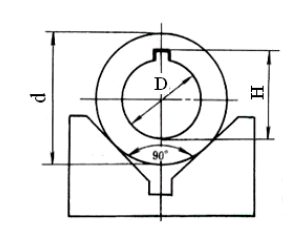
图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。

 更多“图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图”相关的问题
更多“图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图”相关的问题
第1题
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)
第2题
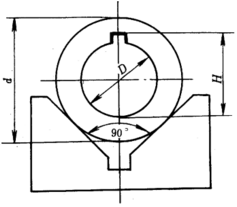
如图所示齿轮坯,内孔及外圆已加工合格
在插床上加工内键槽,要求保证尺寸 ,试计算图示定位方法的定位误差,并判断定位方案能够满足加工要求?(忽略外圆与内孔的同轴度误差)
,试计算图示定位方法的定位误差,并判断定位方案能够满足加工要求?(忽略外圆与内孔的同轴度误差)
第3题
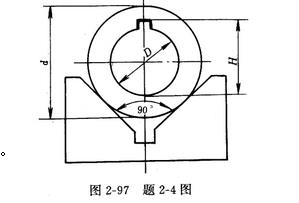
题9图所示齿轮坯在V形块上定位插齿槽,要求保证工序尺寸 mm。已知:
mm。已知: mm,
mm,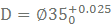 。若不计内孔与外圆同轴度误差的影响试求此工序的定位误差。
。若不计内孔与外圆同轴度误差的影响试求此工序的定位误差。
第4题
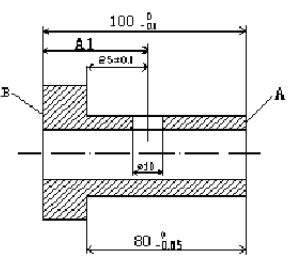
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
第5题
A.加工轴类零件采用两中心孔定位加工外圆表面
B.箱体零件加工采用一面两孔定位
C.齿轮的齿坯和齿形加工采用齿轮的内孔及一端面定位
D.加工轴的一端外圆表面采用另一端外圆面定位
第7题
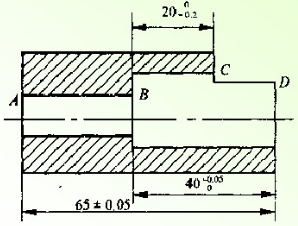
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
第8题
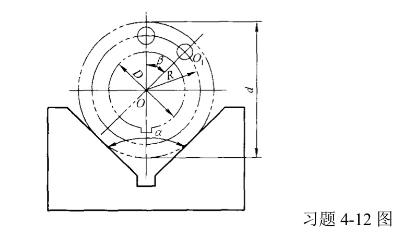
习题12图所示工件采用V形块(夹角 =90°)定位,加工两个直径为中
=90°)定位,加工两个直径为中 10mm的小孔。已知:外圆直径尺寸
10mm的小孔。已知:外圆直径尺寸 mm,内孔尺寸
mm,内孔尺寸 mm,内孔与外圆的同轴度误差t=0.05mm,内孔中心线是工序尺寸R的工序基准,β=30度。试分析计算加工O1孔的定位误差。
mm,内孔与外圆的同轴度误差t=0.05mm,内孔中心线是工序尺寸R的工序基准,β=30度。试分析计算加工O1孔的定位误差。
第9题
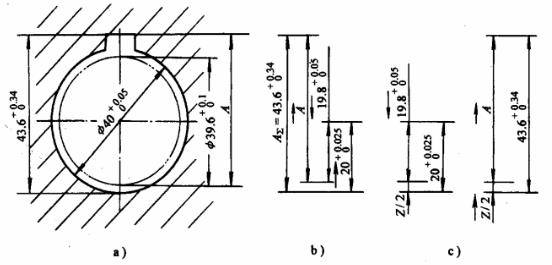
下图所示齿轮内孔孔径设计尺寸为φ400+0.05mm,键槽设计深度为43.60+0.34mm,内孔需淬硬。内孔及键槽加工顺序为(1)镗内孔至39.60+0.01mm; (2)插键槽至尺寸A;(3)淬火热处理;(4)磨内孔至设计尺寸φ400+0.05mm,同时要求保证键槽深度为43.60+0.34mm。试问:如何规定镗后的插键槽深度值A,才能最终保证得到合格产品?
 相关内容
相关内容

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!