重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
题目
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
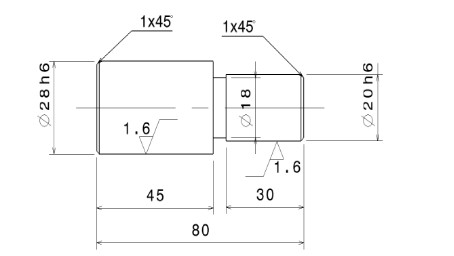
 更多“试计算下图所示小轴的大端外圆表面加工中各道工序的工序尺寸及公差。已知零件材料为热轧圆钢,工件装夹在顶尖”相关的问题
更多“试计算下图所示小轴的大端外圆表面加工中各道工序的工序尺寸及公差。已知零件材料为热轧圆钢,工件装夹在顶尖”相关的问题
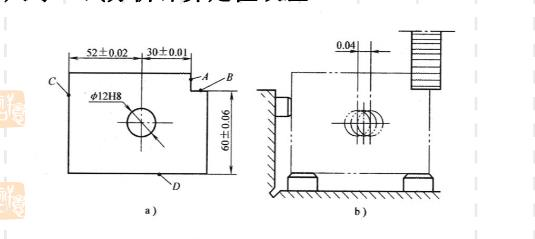
第1题
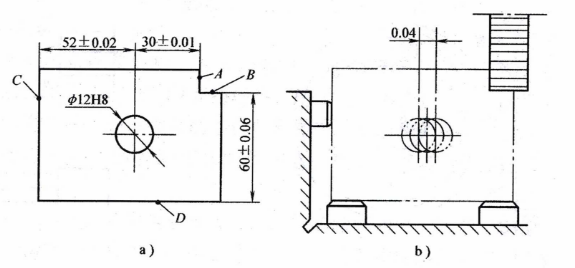
面保证30±0.1mm和60±0.06mm尺寸。试分析计算定位误差。
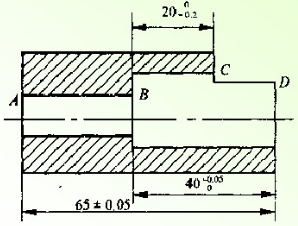
第2题
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
第3题
夹,用铣刀组1、2同时加工凹槽A、B。试分析计算A、B两凹槽面位置尺寸的定位误差。
第4题
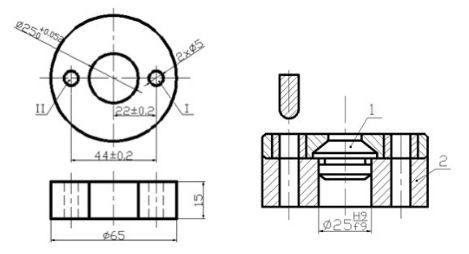
工孔Ⅰ和孔Ⅱ。盖板式钻模用φ25f9(-0.072-0.020)心轴与工件φ25H9(0+0.052)孔相配实现定位。试分析计算孔心距尺寸的定位误差。
第7题
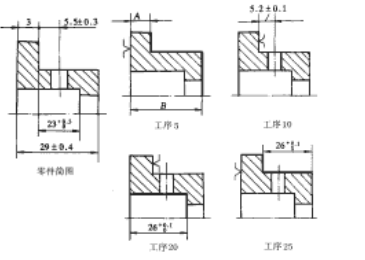
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
第8题
如下图所示零件,数控车削加工该零件外圆锥面,请计算各刀位点的绝对坐标隹,并将其填写到程序的相应位置。

O(______,______) N10 G50 X______Z______
A(______,______) N20 GD0 X______Z______
B(______,______) N30 G01 X______Z______F0.15
C(______,______) N40 G00 X______Z______
0(______,______) N50 G00 X______Z______
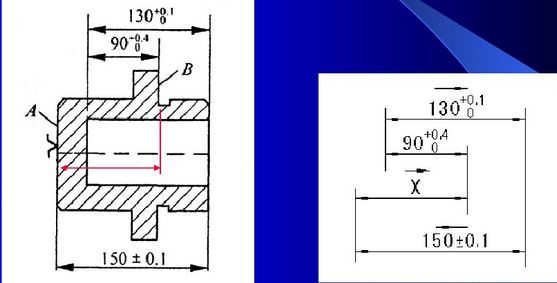
第9题
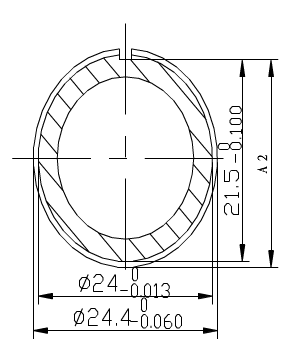
如下图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 ,试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
,试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
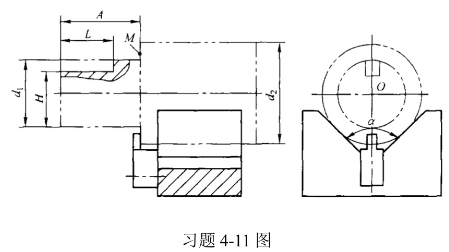
第10题
习题11图所示工件以大外圆表面及端面M作定位表面,在小外圆上铣键槽,要保证尺寸H、L。已知: ,大、小外圆的同轴度误差t=0.05mm,
,大、小外圆的同轴度误差t=0.05mm, 90度,试分析计算该工序的定位误差。
90度,试分析计算该工序的定位误差。
 相关内容
相关内容

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!