重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
题目
能的定位方案进行比较。
 更多“如下图所示零件,若孔及底面B已加工完毕,在加工导轨上平面A时,应选择哪个面作为定位基准较合理?试列出两种可”相关的问题
更多“如下图所示零件,若孔及底面B已加工完毕,在加工导轨上平面A时,应选择哪个面作为定位基准较合理?试列出两种可”相关的问题
第1题
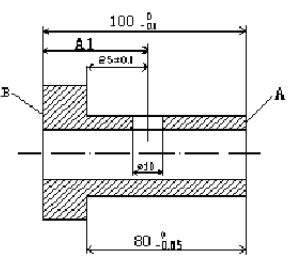
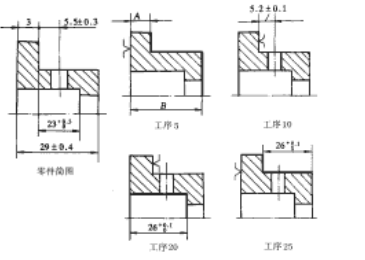
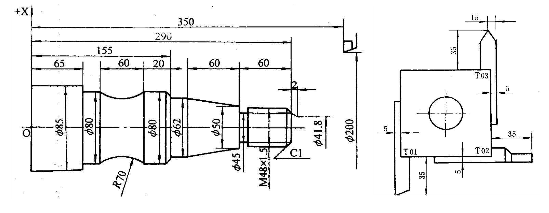
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
第2题
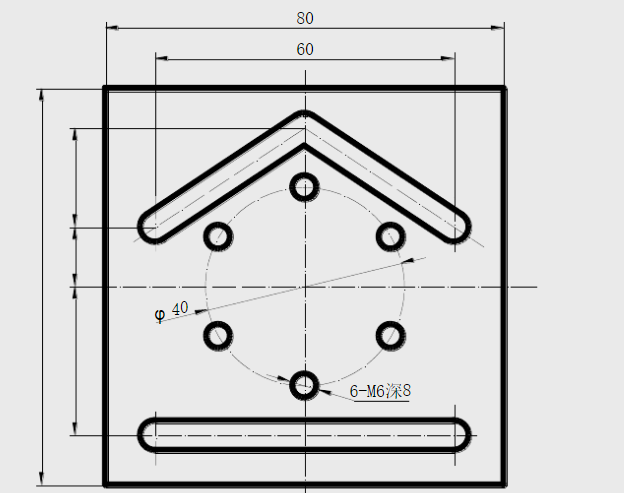
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
第4题
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。
提示:加工起始刀具为90°外圆车刀,当把外圆柱面加工完毕后应用T指令换切断刀来加工直槽。
第7题
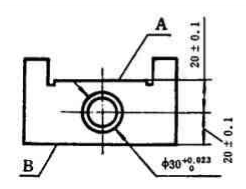
如下图所示,镗削零件上的孔。空的设计基准是C面,设计尺寸为(100+0.15)mm。为装夹方便,以A面为基准,按工序尺寸L调整车床,A面、B面前道工序已加工,求工序尺寸L。

第9题
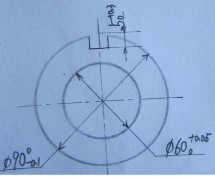
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
 相关内容
相关内容

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 32凸台,毛坯为
32凸台,毛坯为